
What is Heat Treatment used for? How to properly harden your own knife at home? Read this article and find out how Metal Heat Treatment affects the performance of your knife.
How and why does it work for your knives
Heat Treating can make a knife stronger by altering its physical, chemical and mechanical properties. Blade is hardened by holding it at a certain hot temperature, and then cooling it down — or quenching — at a specific rate. Heating may help recover old blades, or improve strength and durability of the new knife. Goal of Metal Heat Treating is to edit the qualities of the metal.
What is Heat Treatment used for?
- To increase hardness, toughness and strength of the blade;
- To decrease metal stress;
- To account for deformations;
- To recover the inner structure of a blade;
In simple terms, heating allows to «rejuvenate» the blade, recovering it from increased stress inside the metal. During heating, the atomic structure of the metal kind of «recovers» itself, and re-arranges in the most efficient way with the added energy from heat. This process allows metal to «reshape» itself, accounting for recent plastic deformations, bending and other changes in the blade geometry.
How does Metal Heat Treatment works according to science
Grossly simplified: metal is heated to fit more atoms in the same space, and then cooled down to trap those atoms inside.
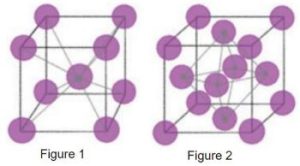
Photo from ahtcorp.com
Scientific Explanation:
- Unheated metal has a crystal structure called BCC, or body-centered cubic crystal — Figure 1, which has only 9 atoms making it up.
- While heating, crystal lattices are expanding and BCC re-arranged into face-centered cubic crystal structure, or FCC, which has 14 atoms making it up — Figure 2.
- Change in atomic structure increases free space between iron atoms at the center of the FCC, forming a “trap”.
- While being heated up, additive atoms, such as carbone, are «moving» through this additional free space.
- During heating, steel parts can also be placed in a high-carbon environment, in order to absorb more carbon atoms.
- During rapid cooling, FCC morphs back into BCC, and contracting iron lattices are trapping the carbon atoms in the center.
- When an atom is trapped in the crystalline structure, steel becomes martensite.

Photo from ahtcorp.com
What happens to atoms when metal is heated? Expansion — length, surface area and volume will increase for the duration of heating. It happens because heat increases the amount of energy inside the material, making atoms vibrate at a certain rate.
How hot is a Heat Treatment of a Metal? Required temperature depends on a type of metal, but for general purpose steel this value ranges from 150C to 900C. Each temperature range has different applications and use cases, depending on the blacksmith’s end goal.
What are the benefits of heat treatment for a blade? Heat Treatment is usually done to Increase Edge Retention, toughness and corrosion resistance of the blade. Aside from changing the molecular and atomic structure of the alloy, Heat Treatment provides added benefits to the blade:
- Increased impact resistance during cutting;
- Decreased brittleness, making blade less prone to cracking;
- Increased wear & corrosion resistance during stressful applications, reducing the likelihood of deterioration.
4 types of Heat Treating and how they affect the blade
Hardening: high heat, long heating, rapid cooling
Consists of prolonged heating cycle at temps above 737C, followed by a rapid cooling stage. Key goal is to achieve a target temperature of the metal. The thicker the blade, the longer it needs to be held in the target temperature range. For example, when you only need to harden the surface of the part, the heating cycle is much faster. During quenching, metal is submerged in cool oil, water or brine. As a result, hardening increases the hardness of the metal, but makes it brittle.
- Hardening is often followed by Tempering to reduce brittleness. While heating and cooling the blade during hardening, brittleness of the metal may increase along with its hardness over the comfortable machining levels. To solve this, the blade is re-heated to temperatures much lower, such as 150 to 250C for another half of an hour.
Annealing: medium heat, slow in-oven cooling
Opposite to hardening, done to soften the metal, make it easier to machine and less prone to cracking. While also subjecting metal to high temperatures — around 537C — annealing cooling stage is prolonged and done inside the same oven, which was used for heating. Annealing is done to repair steel structure after cold working, and useful to remove residual stress after heavy machining.
Normalizing: heat above Curie point, slowly cool down at room temperature
This process is done to restore even, regular grain structure, making metal much more easier to work with, and helps to improve the grain size in metals that contain iron additives. During normalizing, metal is heated above the nonmagnetic level, then slowly cooled at room temperature, which refines microstructure and improves mechanical properties. Similar to Annealing, Normalizing, however, produces harder and stronger steel.
Tempering: long heating under 250C, rapid cooling, repeat if brittle
is an after-quenching process of reheating the metal to sub-critical values — often 150C to 232C — done to decrease internal stress of the metall after the hardening. This helps to reduce brittleness and hardness of the metal in cases when it’s over-hardened. During Tampering, grain isn’t restored to its original state.
How to properly harden your own knife at home
Before doing so, you should consider wiping the surface clean, since it may alter the hardening process, resulting in “pockets” of material being unevenly heated. During hardening, your goal is to distribute heat evenly in the blade and keep it there from 30 minutes to 5 hours.

Here’s downloadable spreadsheet with heating temperatures and timings for most common steel types
1080/1084 — steel for simple heat treating.
- If forged, requires x3 normalization at decreasing temperatures;
- To harden, heated a little past the nonmagnetic point, soaked for 5 minutes and quenched;
- Tempered for one hour at 204°C, cooled and then followed by 232°C tampering to achieve 58-60 HRC;
- Preferred oil types: canola, mineral oil or fast commercial quench oil.
1095 — extra carbon content makes heat treating more complex.
- Heat to 815C and soak for 10 minutes;
- Requires quick move from heating to oil and very fast quenching oil to achieve best results;
Q1 — easy pick for a «good» knife, hardens well in any oil.
- During forging, normalize it 3 times;
- Heat it to 815.5C, soak for 10 to 30 minutes;
- Quench in any oil: canola, mineral, transmission fluid, etc.
- Don’t overheat during normalization cycles.
5160 — high carbon steel, known for toughness.
- After forging, normalize 3 times;
- To harden, heat it to 839C, soak for 1 to 3 minutes and quench in any medium oil.
Other steel types you can manually harden, but not in forge
D2 — high in carbon, semi-stainless. Hard to sharpen, but has a good edge retention.
- Wrap in foil, heat to 1004C for 20 minutes, plate quench followed by dry ice cryo treatment;
- Temper with 232C to 315C depending on quenched hardness.
154 CM / CPM 154 / ATS 34 – Stainless Steel with vanadium additive.
- Wrap in foil, harden at 1065C for 20 to 30 minutes;
- Use plate quenching, followed by dry ice cryo bath;
- Temper at 232C to 315C depending on quenching hardness.
Explore other Heat Treating recipes from this Hardening Databook for Home Use
- Heat Treating Data Book with timings, temperatures and methods for most common steel types out there.
Stay sharp