Одного разу простого колекціонування та використання ножів вже не буде достатньо. Вам неодмінно захочеться створити дійсно унікальний ніж, кастомізований! Звичайно, можна просто замовити його у відомого майстра, який за чималу суму створить для вас справжній ножовий Екскалібур. Але є й інший, значно цікавіший шлях! Стати творцем самому.
Виготовлення ножа. Все починається з ідеї та малюнка
Тисячоліттями, під стукіт молотів та спалахи іскор, наш вид створював справжні шедеври з металу! Розкішні мечі, готичні й міланські лати, неймовірні механізми й прикраси, та, звичайно, ножі. Чому б й вам не спробувати створити свій власний ніж? Все починається з концепції.
Концепція ножа
Перед тим як переходити до металу та креслень, варто визначити ключові параметри:
- Призначення. Яким буде ваш ніж? Для кулінарії, походів, риболовлі, активного відпочинку чи колекційний експонат? Від цього залежить вибір матеріалів та форма.
- Стиль ножа. Традиційний мисливський, сучасний мінімалістичний, тактичний з агресивними формами чи, можливо, дизайнерський експеримент?
- Тип леза. Drop point, tanto, clip point, spear point — кожна форма має свої переваги й особливості використання.
Грамотно продумана концепція допомагає уникнути помилок на наступних етапах.
Ескіз ножа, малюнки, 3D-моделювання
Далі підключаються більш сучасні методи:
- Цифрові ілюстрації. Вони дозволяють деталізувати майбутній ніж, підібрати стиль обробки та матеріали.
- 3D-моделювання. Це вже віртуальний прототип, де можна протестувати пропорції, баланс і навіть візуалізувати ніж у руці.
Завдяки цьому дизайнер бачить не лише картинку, а й «відчуває» виріб ще до його виготовлення.
Технічний дизайн ножа – геометрія, розміри, маркування
Коли концепція готова, починається робота з точністю. На цьому етапі кожен міліметр має значення:
- Геометрія леза та руків’я. Визначаються точні пропорції, баланс і довжина.
- Кут заточування та фаски. Від цього залежить гострота, довговічність і функціональність ножа.
- Деталі дизайну. Розташування отворів, гвинтів, заклепок, а також місце для логотипа чи знака майстра.
Цей етап — місток між мистецтвом та інженерією. Тут ніж із абстрактної ідеї перетворюється на майбутній інструмент, готовий до втілення в металі.


Створення ножа. Вибір матеріалів – сталь та її властивості
От й наближаємося до найважливішого етапу – вибору сталі. Саме від цього залежить, наскільки надійним, довговічним та незламним буде ваш ніж!
Які матеріали для ножа найчастіше використовуються та чому
Для виготовлення ножів часто використовують кілька видів сталі, кожен з яких обирається за своїм унікальним набором властивостей:
- 1095 – Високовуглецева сталь, відома своєю міцністю та легкістю заточування. Зазвичай використовується у ножах для виживання та активного відпочинку завдяки своїй довговічності. Однак ця сталь не є нержавіючою та потребує догляду, щоб уникнути іржі.
- D2 – Напівнержавіючий інструментальний сталевий сплав з високою стійкістю до зношування та тривалим утриманням гостроти. Важче заточується, ніж 1095, але зберігає ріжучу здатність значно довше.
- 440C – Високовуглецева нержавіюча сталь, що забезпечує гарний баланс між стійкістю до корозії, твердістю та доступною ціною.
Часто використовується у масовому виробництві складаних ножів:
- N690 – Нержавіюча сталь, вироблена компанією Böhler, яка має чудову стійкість до корозії, відмінні ріжучі властивості та легкість заточування. Популярна у ножах для кухні та щоденного носіння (EDC).
- Порошкові сталі (наприклад, CPM S30V, S35VN, M390) – Сталі, виготовлені за допомогою порошкової металургії, що пропонують відмінну утримуваність леза, стійкість до корозії та однорідність. Ідеальні для преміум-ножів завдяки високим технічним характеристикам та ціні.
 Вплив складу сталі на міцність, твердість та зносостійкість
Вплив складу сталі на міцність, твердість та зносостійкість
Ефективність сталі у значній мірі залежить від її хімічного складу та термічної обробки:
Вуглець (C) – Підвищує твердість й утримання ріжучої здатності. Однак надмірна кількість вуглецю може знизити ударну в’язкість сталі.
Хром (Cr) – Збільшує стійкість до корозії (мінімум 13% Cr = нержавіюча сталь). Також сприяє підвищеній зносостійкості.
Ванадій (V) – Покращує зносостійкість та структуру зерна, підвищуючи міцність та гостроту сталі.
Молібден (Mo) – Підвищує міцність та стійкість при високих температурах. Часто використовується у нержавіючих сталях.
Тунгстен (W) та Кобальт (Co) – Присутні у деяких швидкорізальних та порошкових сталях для підвищення твердості та зносостійкості у екстремальних умовах.
Баланс цих елементів визначає, як поведе себе сталь:
- Тверді сталі (наприклад, M390, S90V) чудово утримують ріжучу здатність, але їх важче заточувати.
- Міцні сталі (наприклад, 1095) стійкі до сколів та поломок, але можуть швидше затуплюватися.
- Нержавіючі сталі (наприклад, N690, 440C) ідеально підходять для вологих або кухонних умов.
Особливості вибору сталі для фіксованих/складаних/кухонних ножів
Пріоритети: міцність, утримання ріжучої здатності та легкість обслуговування.
Типові вибори:
- 1095 – Чудово підходить для бушкрафта та виживання.
- D2 – Довговічна для важких навантажень, але потребує догляду, щоб уникнути корозії.
- Інструментальні сталі (A2, O1) – Відомі відмінною міцністю та ріжучою здатністю.
Та, як яскравий приклад (а приклади у нас тільки яскраві), ми хочемо уявити вам гордість наших майстрів — ніж Beta (посилання). Його клинок виготовлений з міцної інструментальної сталі D2, має твердість 60-61 HRC, скандинавське заточування, а руків’я зроблене з мікарти. Що все це означає? А те, що цей ніж впорається з будь-якими випробуваннями, які ви на нього покладете: від простого нарізання їжі до наколювання дров та роботи з деревом. У комплекті йдуть зручні та практичні ножни з ABS-пластика. Це ідеальний вибір для кемпінгу, хайкінгу й навіть виживання!
 Етапи виготовлення ножа. Формування леза
Етапи виготовлення ножа. Формування леза
Отже, сталь обрана, клинок викований. Тепер саме час його заточити!
Обрізка профілю (груба форма)
Перший етап формування леза — створення грубого контурного профілю. На цьому етапі формується базова форма леза зі сталевої заготівлі.
Методи:
- Стрічкова пила: Часто використовується для обрізання великих частин сталі у грубому профілі.
- Нарізання водяним або лазерним струменем: Ці методи забезпечують високу точність та підходять для складних профілів.
- Абразивна пила: Використовується для товстішої сталі, коли потрібна точність вищого рівня, ніж при використанні стрічкової пили.
Ціль на цьому етапі — видалити більшу частину матеріалу, бо форма ще не потребує великої точності.
Обробка на шліфувальних верстатах
Коли груба форма леза вирізана, наступний етап — його удосконалення. Це можна зробити за допомогою шліфувальних верстатів, стрічкових шліфувальних машин або навіть вручну за допомогою напилків.
Шліфувальні верстати:
- Стрічкові шліфувальні верстати: Зазвичай використовуються для вдосконалення ріжучих граней та створення більш плавних контурів, особливо на спині, хвостовику та лезі.
- Стаціонарні шліфувальні верстати: Використовуються для грубого формування або додавання дрібних деталей до леза.
- Ручні інструменти: Для більш тонкої обробки або вишуканих ділянок (наприклад, хвостовика або обмежувача) застосовуються ручні інструменти, такі як напилки чи ручні шліфувальні машини.
- Поверхневе шліфування: Якщо лезо потребує абсолютно рівної та гладкої поверхні, після початкового формування можна використовувати метод поверхневого шліфування.
 Формування схилів та геометрія леза (плоска, порожниста, випукла)
Формування схилів та геометрія леза (плоска, порожниста, випукла)
Саме тут починається формування геометрії леза. “Геометрія леза” визначає, як лезо буде взаємодіяти з його спинкою та ребром. Цей етап є важливим як з естетичної, так і з функціональної точки зору.
- Плоске заточування: Ріжучий край та спинка ножа шліфуються так, що стають паралельними один до одного. Це просте заточування, яке часто використовується для ножів, що потребують надійного та міцного леза. Ідеальне для рубання та нарізання.
- Порожнисте заточування: Це вигнуте заточування, коли ріжучий край шліфується з невеликою порожнистою кривизною. Така форма зменшує кількість сталі біля ріжучого краю, що робить його більш гострим та легким для заточування, але вона менш міцна, ніж при плоскому заточуванні. Застосовується у мисливських та кухонних ножах.
- Випукле заточування: У цьому випадку ріжучий край має незначну випуклість. Вона більш міцна та стійка до пошкоджень, ніж при плоскому заточуванні, зберігаючи при цьому гарну гостроту, хоча її важче заточувати. Зазвичай використовується для ножів підвищеного навантаження, таких як ножі для виживання чи тактичні ножі.
Термічна обробка – серце якості ножа
Термічна обробка має критичне значення для характеристик ножа, його довговічності та ріжучої здатності. Це серія контрольованих процесів нагріву та охолодження, які змінюють властивості сталі, роблячи її твердою, більш міцною й придатною для конкретного використання. Саме ця обробка може визначити, чи буде ніж високоякісним.
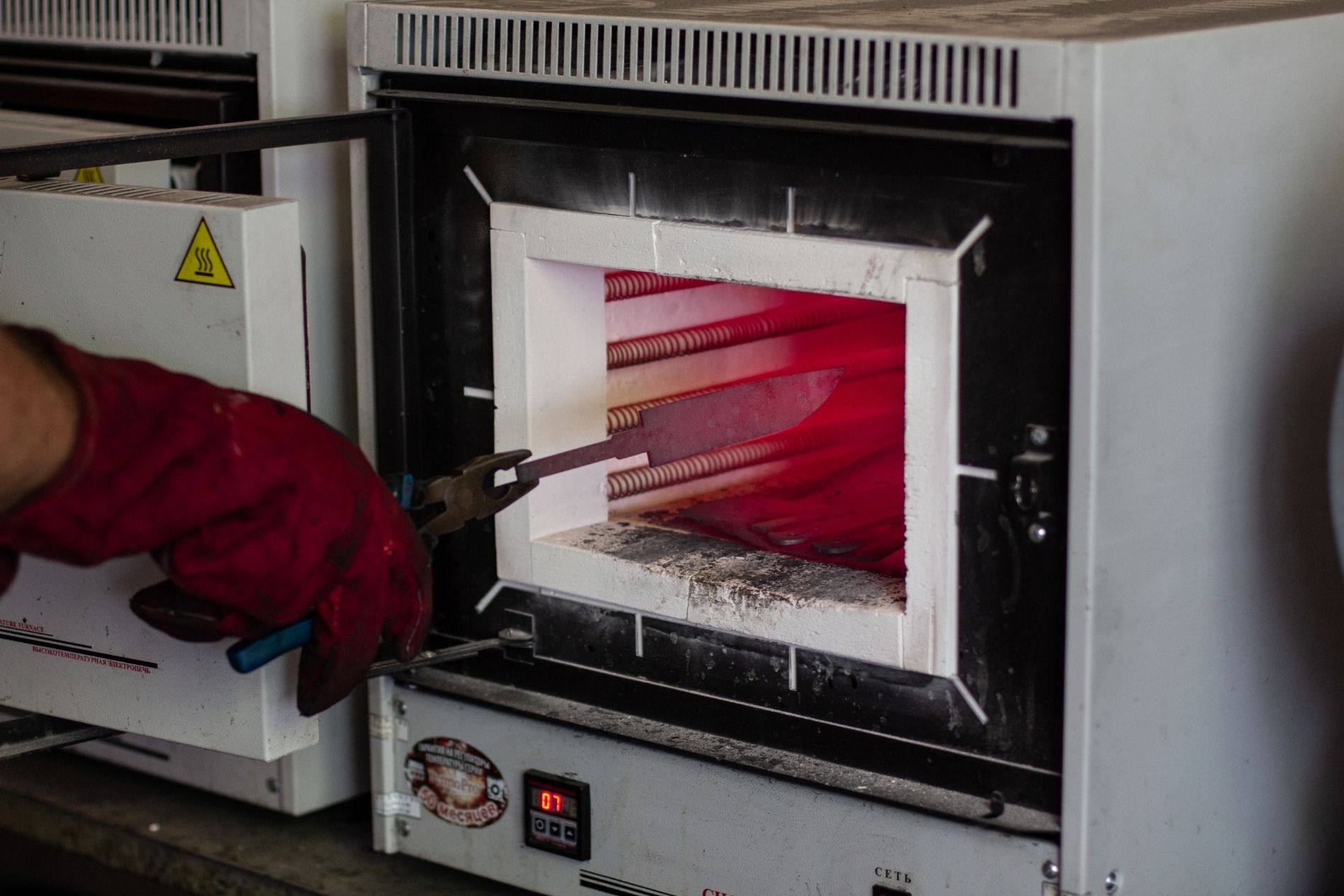
Загартування: температура, час, охолодження
Загартування — це перший етап термічної обробки, що має на меті збільшити твердість сталі, дозволяючи лезу зберегти гостроту.
- Температура: Сталь нагрівається до певної температури, зазвичай між 800°C та 1,050°C (1,472°F до 1,922°F), у залежності від типу сталі. При цій температурі сталь зазнає фазового переходу у аустеніт, що робить її більш пластичною та здатною поглинати більше вуглецю.
- Час: Сталь утримується при цій температурі певний час, щоб досягти бажаної структури. Час залежить від товщини та типу сталі, але зазвичай триває від 15 хвилин до 1 години.
- Охолодження: Після нагрівання сталь повинна швидко охолонути, щоб зафіксувати бажану твердість. Це здійснюється різними методами:
1. Загартування у олії: Сталь занурюється у олію для швидкого охолодження, що запобігає утворенню небажаних мікроструктур.
2. Загартування у воді: Іноді використовується вода, хоча цей метод більш ризикований, оскільки може призвести до викривлення або тріщин леза.
3. Охолодження у повітрі: Деякі сталі, особливо інструментальні, охолоджуються у повітрі, щоб уникнути термічного шоку.
Швидкість та метод охолодження мають критичне значення для визначення кінцевої твердості та структури леза.
 Відпускання – зняття напруги, баланс між твердістю та еластичністю
Відпускання – зняття напруги, баланс між твердістю та еластичністю
Після загартування лезо стає дуже твердим, але також крихким та схильним до поломок. Відпускання — це процес повторного нагрівання леза до нижчої температури для зняття внутрішніх напружень та покращення міцності.
- Температура: Лезо повторно нагрівається до більш низької температури, зазвичай між 150°C та 650°C (302°F до 1,202°F), залежно від бажаних властивостей. Нижчі температури дають більшу твердість, тоді як вищі — забезпечують більшу гнучкість.
- Час: Сталь утримується при цій температурі протягом певного часу (зазвичай 1-2 години). Це дозволяє внутрішній структурі сталі адаптуватися, покращуючи баланс між твердістю та міцністю.
- Мета: Метою відпускання є зменшення крихкості при збереженні сильної, гострої крайки. Добре відпущене лезо є більш міцним та менш схильним до сколів чи поломок під час використання, що робить його більш стійким до навантажень.
Що станеться без термічної обробки або при її помилках
Без термічної обробки або якщо під час процесу виникають помилки, ніж не буде мати необхідних властивостей для функціональності, довговічності та гостроти.
Без термічної обробки:
- М’яке та тупе: Лезо буде надто м’яким, тому не буде добре тримати ріжучу здатність та швидко затупиться.
- Погана довговічність: Воно також не матиме достатньої міцності для витримування великих навантажень або ударів, що призведе до передчасного зносу та поломки.
Помилки під час термічної обробки:
- Перегрів: Якщо сталь нагріти надто сильно або занадто довго, вона втратить здатність утримувати гострий край. Перегрів також спричиняє надмірне зростання зерна, що веде до ослаблення леза, яке може легко зламатися чи деформуватися.
- Нерівномірне охолодження: Нерівномірне охолодження може призвести до викривлення, тріщин або нерівномірної твердості по всьому лезу.
- Неправильне відпускання: Якщо відпускання виконано неправильно, лезо може залишитися надто крихким (при недостатньому відпусканні) або надто м’яким (при надмірному відпусканні), що порушить здатність утримувати гостроту та довговічність ножа.
 Контроль якості леза після термічної обробки
Контроль якості леза після термічної обробки
Й, нарешті, фінальна стадія — тестування виробу.
Перевірка твердості (HRC), візуальний огляд
Одним з основних чинників, що визначають якість леза після термічної обробки, є його твердість, яка безпосередньо впливає на здатність утримувати ріжучу та загальну міцність.
Перевірка твердості (HRC):
Тест за шкалою Роквелла (HRC) зазвичай використовується для вимірювання твердості леза. Після термічної обробки на сталевій поверхні робиться невелика вм’ятина, й вимірюється глибина вм’ятини для визначення твердості. Ідеальна твердість залежить від типу сталі та призначення ножа, але більшість лез має твердості в межах від 55 до 62 HRC.
- Занадто м’яке: Лезо, що занадто м’яке, не буде добре тримати ріжучу здатність.
- Занадто тверде: Лезо, яке занадто тверде, може стати крихким та схильним до тріщин або сколів.
Візуальний огляд:
Візуальний огляд дозволяє виявити явні дефекти, такі як:
- Тріщини або сколи: Це серйозні дефекти, які можуть призвести до поломки леза при навантаженні.
- Знебарвлення: Іноді на поверхні леза під час термічної обробки утворюється поверхневий шар. Хоча деяке знебарвлення є нормальним, надмірне утворення масштабу може свідчити про перегрів чи погане охолодження.
- Викривлення або вигин: Перевіряється наявність будь-яких нерівностей у формі леза, щоб переконатися, що воно залишилося рівним.
Корекція деформацій, шліфування, підготовка до фінішної обробки
Після термічної обробки та початкової перевірки якості лезо може потребувати корекції, щоб виправити деформації або інші проблеми, що виникли під час процесу.
Корекція деформацій:
Під час термічної обробки леза можуть викривлятися, крутитися або ставати нерівними через охолодження та напруги. Ці дефекти повинні бути виправлені перед переходом до наступних етапів:
- Випрямлення: Лезо може бути випрямлене за допомогою спеціалізованих інструментів або пресів для забезпечення правильної геометрії.
- Поверхневе шліфування: Будь-які незначні викривлення або нерівності коригуються шляхом шліфування поверхні для усунення неперервностей та забезпечення рівності та гладкості леза.
Шліфування:
Лезо може бути додатково відшліфоване після термічної обробки для досягнення потрібної товщини, геометрії та гладкості. Це шліфування усуває будь-які дефекти поверхні, що виникли під час термічної обробки та готує лезо до останніх етапів обробки.
Підготовка до фінішної обробки:
Після корекції лезо готове до останніх етапів:
- Полірування: Лезо може бути відполіроване для надання йому гладкої, блискучої поверхні, що також допомагає підвищити стійкість до корозії.
- Доопрацювання ріжучої крайки: Крайка леза може потребувати додаткової роботи для доведення ґрунту та забезпечення її гостроти та симетричності.
Чому багато лез “відкидаються” на цьому етапі
Незважаючи на точність та увагу до деталей під час термічної обробки та ніж кування, багато лез все одно “відкидаються” або викидаються під час перевірки якості. Це відбувається з кількох причин:
- Твердість поза діапазоном: Якщо лезо не відповідає необхідній твердості, воно буде або занадто м’яким (не буде тримати ріжучу здатність), або занадто твердим (крихким та схильним до тріщин). Обидва варіанти неприйнятні.
- Тріщини або поверхневі дефекти: Навіть найменша тріщина або дефект на поверхні можуть бути достатньою причиною для відмови від леза. Ці недоліки можуть знижувати міцність леза та призвести до поломки під час експлуатації.
- Викривлення або деформація: Якщо лезо викривилося або деформувалося під час термічної обробки, його може бути складно або навіть неможливо виправити без порушення загальної форми. Викривлене лезо непридатне для тонкої роботи.
- Неправильне охолодження або нагрівання: Якщо термічна обробка була проведена некоректно (наприклад, неправильна температура або швидкість охолодження), лезо може не мати потрібної мікроструктури, що призведе до погіршення його властивостей.
- Невідповідність властивостей: Іноді, навіть якщо лезо проходить перевірку на твердість, інші його частини (наприклад, хвостовик чи спинка ножа) можуть показувати непослідовність твердості, що призведе до проблем у подальшому.
У виробництві високоякісних ножів контроль якості суворий, й навіть найменші недоліки часто є підставою для відмови. Метою є гарантувати, що кожне лезо відповідає найвищим стандартам перед переходом до фінішної обробки та складання.
Висновок
Ось як роблять ножі. Кування гарного ножа завжди було та залишається великим мистецтвом! Це вимагає неабияких знань з металургії, кування, спеціального обладнання. Й чому б вам не навчитися цьому мистецтву та не почати працювати у цьому напрямку? Можливо, саме ви той самий майстер, який потіснить Рея Лаконіко та Кріса Ріва, та саме ваші ножі здобудуть світову популярність! А якщо ні — то й не біда! Ви можете робити ножі для себе та друзів, це може стати вашим захоплюючим хобі. На цьому дозвольте відкланятися, ще побачимось. До нових хвилюючих зустрічей!